







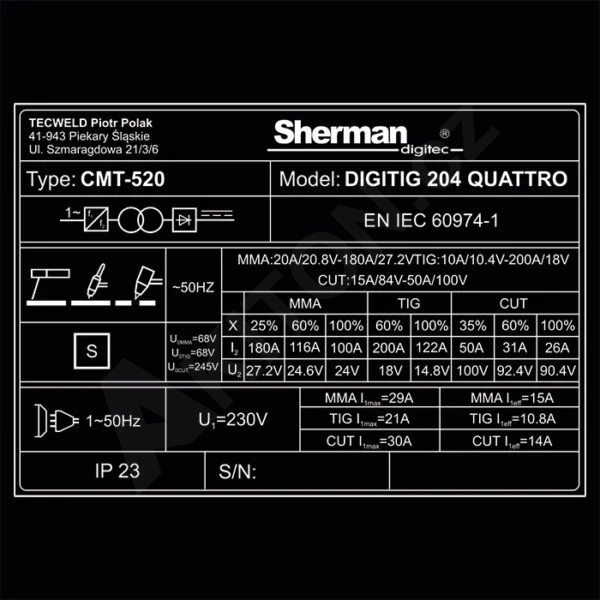





TIG Svářečka / plazmová řezačka Sherman DIGITIG 204 QUATTRO
230V, 200A/60%, IGBT, pulzní, HF, 2T/4T, LED displej
Zobrazit více
80 %
(1 hodnocení)
9 290,00 Kč
ks
vložit do košíku
Skladem
| katalogové číslo: | 7812713 |
| záruka: | 24 měsíců |
| výrobce: | Sherman |
| cena bez DPH: | 7 677,69 Kč |
Nejnovější recenze
Všechny recenze
Neověřený zákazník
02.10.2023
Kryt displeje jde do určité úrovně zvednout snadno, výš pak až k dorazům jde dost ztuha. Mám strach, ať mi to jednou nepraskne.
+
Dělá se s tím skvěle
+
Jednoduché, intuitivní ovládání
+
Kombik - tig + plazma
-
je to jen DC, takže není vhodné pro hliník
-
kryt jde ztuha
popis
Parametry
soubory a odkazy
diskuze
Recenze1

Malá a lehká multifunkční svářečka / plazmová řezačka Sherman DIGITIG 204 QUATTRO se používá k ručnímu svařování oceli a neželezných kovů metodou TIG (s HF zapalováním) a MMA (obalenou elektrodou) stejnosměrným proudem s možností využití proudové pulzace. Umožňuje také PLAZMOVÉ ŘEZÁNÍ ocelových, hliníkových a měděných plechů a dílů.
Je také vybavena funkcí svařování za studena (Cold welding) pro svařování tenkých dílů, díky velmi nízkému vyzařování tepla v zóně svaru.
Digitální ovládání umožňuje nastavení a kontrolu svařovacích parametrů oblouku a pulzních charakteristik. Díky funkci Fan Stop, která vypíná ventilátor při nízkém zatížení svářečky, se výrazně snižuje hladina hluku.
Balení obsahuje:
Hořák TIG řady 17 délky 4m
Hořák pro plazmové řezání PT-31 délky 4m
Kabel s držákem elektrody
Zemnicí kabel
Ventil s odlučovačem pro přípravu vzduchu při plazmovém řezání
Hadice 8/13mm 3m včetně spon
TECHNICKÁ SPECIFIKACE
Katalogové číslo: 7812713
Svařovací metody: MMA DC, TIG HF DC, COLD TIG, řezání plazmou NO HF
Zapalování oblouku TIG: Vysokofrekvenční (HF)
Zapalování oblouku Plazma: dotykem (lift)
Napájecí napětí [V]: AC 230
Technologie: IGBT
Maximální svařovací proud MMA [A]: 180
Max. svařovací proud TIG DC [A]: 200
Max. řezný proud [A]: 50
Max. tloušťka řezaného materiálu [mm]: 12
Pracovní cyklus MMA [%]: 25
Pracovní cyklus TIG [%]: 60
Pracovní cyklus řezání plazmou [%]: 35
Napětí naprázdno [V]: 68
Doba náběhu proudu [s]: 0 - 15
Počáteční proud [A]: 10 - 200
Základní proud [A]: 10 - 200
Doba poklesu proudu [s]: 0 - 15
Kráterový proud [A]: 10 - 200
Předfuk plynu [s]: 0 - 2
Dofuk plynu [s]: 1 - 15
Frekvence pulzů TIG [Hz]: 0,5 - 200
Šířka pulzu TIG [%]: 10 - 90
Maximální příkon MMA [kVA} 5,8
Maximální příkon TIG [kVA]: 4,3
Maximální příkon plazmy [kVA]: 5,3
Maximální spotřeba proudu MMA [A]: 29
Max. spotřeba proudu TIG [A]: 21
Max. spotřeba proudu plazmou [A]: 30
Průtok vzduchu [m3/min]: 0,2
Jištění sítě [A]: 16
Hmotnost [kg]: 8,5
Rozměry (D x Š x V) [cm]: 43 x 17 x 31
Funkce
(řazeno podle abecedy)
2T / 4T REŽIM
V režimu dvoutaktu (2T) se stisknutím spínače na rukojeti hořáku zapálí oblouk a u MIG/MAG zařízení se také spustí posuv drátu. Svařování se dále provádí se stisknutým spínačem. Uvolněním spínače bude svařování ukončeno.
V režimu čtyřtaktu (4T) se stisknutím spínače na rukojeti hořáku zapálí oblouk a u MIG/MAG zařízení se také spustí posuv drátu. Pak se spínač uvolní a svařuje se s uvolněným spínačem. Opětovným stisknutím spínače se svařování ukončí.
HF (TIG HF) ZAPALOVÁNÍ
Bezdotykové (vysokofrekvenční) zapalování oblouku při svařování metodou TIG. Tento způsob zapálení oblouku nezpůsobuje vznik wolframových vměstků ve svarové lázni, ani opotřebování wolframové elektrody. HF start umožňuje snadné zahájení svařování ve všech polohách.
IGBT TECHNOLOGIE
Technologie založená na bipolárních tranzistorech s izolovanou bránou. Jedná se o řešení, které zajišťuje minimální elektromagnetické rušení a nízké ztráty energie, což umožňuje zvýšit účinnost svařovacího zdroje. Zvyšuje spolehlivost a preciznost nastavení celého zařízení a v neposlední řadě výrazně snižuje hmotnost samotného stroje.
PRACOVNÍ CYKLUS (Zatěžovatel)
Velmi důležitý údaj, který nám říká, jak dlouho lze se zařízením svařovat daným proudem, než dojde k aktivaci tepelné ochrany. Pro výpočet zatěžovatele se používá desetiminutový pracovní cyklus. 60% pracovní cyklus znamená, že lze nepřetržitě svařovat 60 % času (6 min) a zbývající 4 min se musí stroj chladit. 100% pracovní cyklus znamená, že zařízení může pracovat nepřetržitě bez přerušení. Je potřeba říci, že u svářeček Sherman se pracovní cyklus udává pro maximální pracovní proud svářečky, kterým se reálně svařuje velmi zřídka.
PŘEDFUK PLYNU A DOFUK PLYNU
Užitečná funkce k ochraně svarové lázně. Nedostatečné dofouknutí ochranného plynu může mít za následek oxidaci svaru a snížit jeho budoucí kvalitu.
PULZNÍ SVAŘOVÁNÍ
Pulzní svařování je moderní technika svařování, která umožňuje snižovat objem vneseného tepla do svaru a kontrolovaně provádět plynulé přechody ze svařovaného kovu do základního materiálu, tzv. bezvrubé přechody. Stejnosměrný nebo usměrněný proud má v základním režimu nízké hodnoty, zhruba 10 až 15 A, které postačují na udržení stabilního hoření oblouku. V definovaných okamžicích se pak hodnoty svařovacího proudu zvyšují. Modulace svařovacího proudu může být v čase popsána sinusoidou, obdélníkovým nebo lichoběžníkovým průběhem. Frekvence impulsů se nastavuje podle druhu svařovaného materiálu a tloušťce svaru. Velmi výhodné je používání pulsu při svařování v nucených polohách, u jednostranně přístupných svarů (např. svary trubek) a při svařování materiálů citlivých na přehřátí (např. hliník, měd).
Některé stroje disponují funkcemi vícenasobných pulzů - DUAL PULS nebo MULTIPULSE
STUDENÉ SVAŘOVÁNÍ (Cold welding)
Funkce moderních TIG svářeček, která omezuje množství přiváděného tepla. Toho lze dosáhnout použitím malého bodového oblouku na zlomek sekundy. Teplota zůstává minimální, protože vzniklé teplo se u kovu s vysokou tepelnou vodivostí rychle rozptýlí. Z důvodu malého průvaru je tento typ svařování vhodný pouze pro tenké materiály.
LIFT (Lift-arc) ZAPALOVÁNÍ
Při tomto dotykovém způsobu zapalování se již oblouk nezapaluje škrtnutím /náškrabem elektrody, ale pouhým dotykem a pozdvihnutím elektrody. Oblouk se nezapaluje plným proudem, ale sníženým a teprve po zapálení je proud automaticky zvýšen na nastavenou hodnotu. Tento způsob zapalování minimalizuje vzájemnou kontaminaci i opotřebení elektrody.
VRD
Účelem funkce VRD (Voltage Reduction Device) je zvýšení bezpečnosti obsluhy zejména při práci ve vhlkém prostředí. Funkce udržuje v klidovém stavu na elektrodě pouze bezpečné, nízké napětí (obvykle 10-15V). Teprve až při dotyku elektrody se svařovaným materiálem dojde ke zvýšení napětí na nastavenou hodnotu.
| Displej | LED |
|---|---|
| Svářecí metoda | MMA, TIG DC |
| Napájení | 230V |
| Technologie | IGBT |
| Min. proud | 10A |
| Svařovací proud | 200A |
| Max. proud MMA | 180A |
| Max. proud TIG | 200A |
| Prac. cyklus MMA | 25% |
| Prac. cyklus TIG | 60% |
| Pulzní svařování | ano |
| Svařování hliníku a slitin | ne |
| Ovládání pedálem | ne |
| Režim 2T/4T | ano |
| TIG HF zapalování | ano |
| TIG Lift (Lift-arc) | ano |
| AC balance | ne |
| Paměť nastavení | ne |
| Hmotnost | 8.5 |
| HOT START | ne |
| ANTI STICK | ne |
| ARC FORCE | ne |
| VRD | ano |
| Typ svářečky | CO2 |
| Ochranná atmosféra | ano |
Diskuze je prázdná.
80 %
5
0x
4
1x
3
0x
2
0x
1
0x
Kryt displeje jde do určité úrovně zvednout snadno, výš pak až k dorazům jde dost ztuha. Mám strach, ať mi to jednou nepraskne.
+
Dělá se s tím skvěle
+
Jednoduché, intuitivní ovládání
+
Kombik - tig + plazma
-
je to jen DC, takže není vhodné pro hliník
-
kryt jde ztuha
Další kategorie
související produkty















podobné produkty










+ Vše v pořádku.
Recenze z externí služby
+ Rýchlosť doručenia
+ Cena
+ Komunikácia
Recenze z externí služby
+ výborná domluva po telefonu
Recenze z externí služby
S obchodem mám dobré zkušenosti. Hlavně co se týká rychle vyřízené objednávky
Recenze z externí služby
+ Rychlost,
Recenze z externí služby
+ rychlost, cena, kvalita
Recenze z externí služby
+ Vše. Naprosto bezproblémový obchod. Super !
Recenze z externí služby
+ Rychlé vyřízení objednávky
Recenze z externí služby
+ Rychlost dodání zboží
Recenze z externí služby
+420 792 765 023
info@akiton.cz
Vlastimil Pavlán - AKITON.cz
Třanovice 1 ,
73953 Třanovice,
Česká republika
Informace pro zákazníky
možnosti plateb

Platba při osobním odběru

Převodem

Kartou
Dobírkou
Dobírkou

Bankovním převodem

Platba kartou - individuální doprava
Možnosti dopravy

Osobní odběr

Zásilkovna / Packeta - výdejní místo

Slovensko - Packeta Home
PPL - doručení do výdejního místa

Zásilkovna - kurýr
PPL Kurýr
Individuální doprava